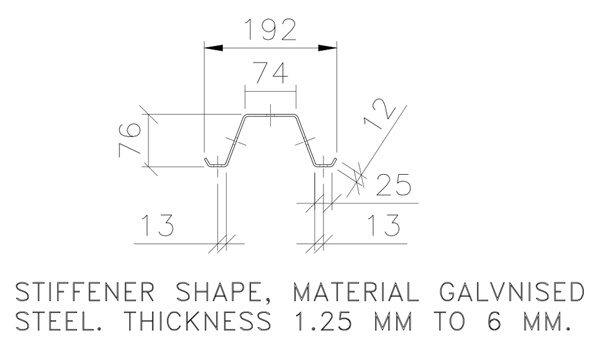
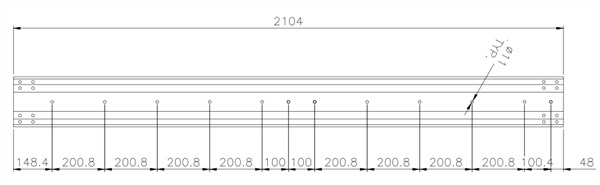
I. Profile drawing: (according to confirmation by both parties)
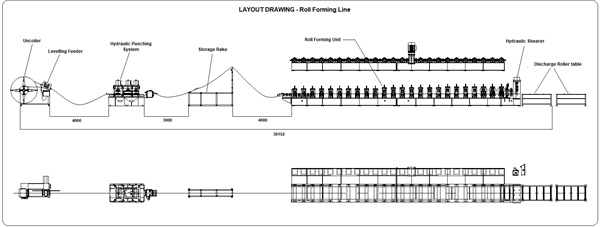
II. Process flow:
Passive Uncoiler (with levelling feeder) ------> Guide feed ------> Hydraulic Punching (Servo) ------> Storage Rack ------> Roll forming (including guide feed) ------> Hydraulic Shearer (length cutting) ------> Discharge (Receiving) table.
III. Components of the Machine Line:
1. Uncoiler:
(1) Uncoiler : Passive unwinding, hydraulic tensioning
(2) Unwinder load-bearing : 10 T
(3) Inner diameter of unwinding machine support roll: φ508mm
(4) Roll support range : φ450-530 mm
(Customized according to customer requirements)
(5) Power of hydraulic system of decoiler: 3 KW
(6) Oil pump of uncoiler hydraulic system: gear pump or vane pump
(7) Leveling mechanism structure : two-roller pinch feeding, seven-
roller leveling
(8) Diameter of leveling roller : about φ100mm
(9) Leveling roller material : high quality 40Cr
(10) Heat treatment method of leveling shaft: surface high frequency
quenching treatment
2. Hydraulic punching (Servo) mechanism:
(1) Specification of servo feeder : NC-300
(2) Servo feeder power : 3.7 KW
(3) Servo motor brand : Super synchronous (Beijing)
(4) Guide column hydraulic punching mechanism: 2 stations
(5) Punching die : (GC901-2)* 2 sets (change molds for different versions)

(6) Material of upper and lower template of punching die: high-quality No. 45 carbon steel
(7) Upper and lower mold material : Cr12Mov or SDK11
(8) Heat treatment hardness of upper and lower molds : HRC58-62
(9) Hydraulic system power : 30 KW
(10) Cooling method of hydraulic system : air cooling
(11) Oil pump of hydraulic station : vane pump or plunger pump

3. Storage rack: (Replace storage pit):
(1) Welding of square tube : 40 x 40mm
(2) Material of roller : 40cr

4. Roll Former:
1. Frame: high-quality steel is tempered after welding
2. Guide feed frame form: When the left and right guide work is set at the feed port of the lateral roller type main machine, the raw material plates are guided into the main machine after being guided left and right, so that the raw material plates and the roll forming system maintain the correct position. The guide position can be adjusted by a manual screw mechanism, and can be adjusted independently from left to right. Guide roller quenching
3. Forming Machine: 110 cast iron archway + X180 gear box transmission
4. Shaft material : 40Cr quenching and tempering treatment (HB220-260)
5. Shaft diameter : Φ120 (Harbin Bearing)
6. Motor power of forming machine : 55 KW
7. Line speed of forming machine : 0-10 m\min
8. Number of forming channels : 14 (excluding straightening)
9. Thickness : (1.25 - 6) mm

10. Unfolded width of rolled material : subject to actual width of test
machine plate
11. Length tolerance : ±1.5mm
12. Roll forming mold : 1 set
13. Roll material : Cr12 quenching treatment (HRC58-62)
5. Hydraulic shearer (Length Cutting mechanism):
1. Shearing method : hydraulic cutting after forming
2. Cutting blade : 1 pair
3. Material of forming shearing mould : Cr12M0V
4. Heat treatment method of shear blade: quenching treatment (HRC58-62)

6. Unloading table:
1. Specification of material unloading roller : 2000mm x 2 pieces.
2. Material unloading roller structure: square tube welding, drum type
(no power)

V. Composition of equipment structure:
The main machine of the equipment is composed of a passive uncoiler, a servo punching mechanism, a roll forming machine (including guided feed and hydraulic cutting mechanism), a discharge platform, a hydraulic system, an electronic control system, etc.
MACHINE PICTURE:
| Raw Material | Type | Galvanized Sheet |
| Thickness | 1.25-6mm | |
| Performance | Speed | Max. 10m/min |
| Uncoiler | Type | Hydraulic |
| Capacity | 10T | |
| Main Machine | Main Roller Station | 14 |
| Main Drive | Hydraulic Motor or Servo Motor | |
| Transmission Type | Chain | |
| Cutting | Cutter Type | Hydraulic |
| Cutter Material | Cr12 |


