Indian Machine Tool Manufacturers’ Association (IMTMA) is organizing the 7th Edition of “IMTEX FORMING 2022” Exhibition – South Asia’s Largest exhibition on Metal Forming Technologies at Bangalore International Exhibition Centre (BIEC) from 16th – 21st June’2022.


Over 350 exhibitors from 16 countries would be participating in the exhibition which is being held after a gap of more than two years.
IMTEX FORMING 2022 and Tooltech 2022 will bring diverse groups and stakeholders on a common platform for knowledge sharing and transacting business. Technologies in metal forming such as presses, bending, welding and joining, high speed laser machines, robotics and automation in sheet metal working, additive manufacturing, metrology, and CAD/CAM essential for manufacturing will be displayed ‘live’, enabling visitors to take informed decisions.
IMTEX FORMING 2022 along with Tooltech and Digital Manufacturing will span around 33,000 square meters of exhibition space with companies from Austria, China, Czech Republic, France, Germany, India, Italy, Japan, Korea, Malaysia, Singapore, Switzerland, Taiwan, Turkey, UK and USA, exhibiting.

We, GUANGZHOU BLUE SKY MACHINE CO. LTD offers a range of Roll forming machine,slitting line, tube mill and cut to length line with world-class quality standard.We have a well-equipped in-house manufacturing facility with latest technology machines.
We have built our FULL TIME SALES & SERVICE TEAM both in CHINA & INDIA in order to give better technical support to all our customers from India and other countries in the world. Even under covid situation, our commissioning & service team already successfully commissioned about 139 nos. roll forming machines,63 nos.cut to length lines, 78nos.slitting line, 126 tube mills in many countries in the world.Our customers are satisfied with our quality and service because even under covid situation,our team can do the commissioning on time to ensure our customers can start their production on time.




We have supplied these Roll Forming Machine, Slitting Line, Tube Mill and Cut to Length Lineto over 60 countries. Especially for the Indian market, we have supplied and serviced many customers who are operating as Service Centre for Tata Steel and OEM for Auto Sector in PUNE, CHENNAI, JAMSHEDPUR, ROURKELA, BHOPAL, FARIDABAD, MUMBAI, NOIDA, HYDERABAD, KOLKATA, SURAT, etc.
BLECH India 2021 is a highly focused exhibition exclusively dedicated to Sheet Metal Working. The event provides an ideal opportunity for us to present products to this booming market and establish successful business relations, both with customers for machine tools and with potential local agents or partners for joint ventures.

We, Blue Sky Machine, as a leading manufacturer of cut to length lines, slitting lines, roll forming machines, and tube mills had been invited to attend this event. During this event, there is an endless stream of people visiting our booth and we signed a few orders on the exhibition. Thank you for the customers' kind support, we have great success in this event.



Guangzhou blue sky machine co. Ltd. Offers roll forming machines for various profiles such as door and window, storage shelves, cable trayes, vehicles, and more. We are equipped with state-of-the-art facilities and talented professionals, allowing us to produce innovative products and services. In addition to roll forming machines, we also manufacture cut-to-length lines, slitting lines, pipe mills, light pole production lines, ceiling and perforation lines. Being in the industry for almost three decades, we have been well-known worldwide for providing efficient, reliable, and best machines.
Roll forming is a metal fabrication process that uses successive rolling dies to form flat or coiled sheets into various cross-sectional profiles. Roll forming processes vary for different applications, but the most common types of roll forming are the following: Shape forming,plate forming. Stainless steel, structural steel, aluminium, GI, and copper are the most common metals that can be roll-formed.
Setting up a roll forming machine can be expensive because of the high tooling costs and long preparation time. However, the capability of roll forming to produce constant, complex profiles in large quantities outweighs its high upfront costs. With an average production speed of 100 feet per minute up to 600 feet per minute, roll forming can create huge volumes of finished products with minimal human labor. A roll forming process requires only a person to change the coil or sheet stock when it runs out. Furthermore, roll forming can produce shapes of any length. The only limitation is the length of sheet stock.
Roll forming machine design is a complex process that involves trial and error. Technological advancements led to developing a more efficient and precise roll forming design machine processes that would create standardized results. These include computer-aided design (CAD) for tooling design and programmable logic controllers (PLC) for controlling roll forming lines. Regardless of the method of roll forming design, the parameters affecting the quality of the roll-formed materials remain the same. These are bending angle increment, strip thickness, flange width section, web width of the section, friction in the roll, strip contact, speed of roll, and distance between the roll. Read on to learn more about the specifications and the best practices in designing roll forming machines.
2. Analyze the geometry of the desired profile.
3. Determine the component size.
4. Maximize inclusion of secondary fabrication processes.

Cross-sectional:
± 0.031 inches for fractional dimensions
± 0.010 inches for decimal dimensions
± 1° for angular dimensions
Straightness:
0.015 inches maximum deviation per foot of length
Twist:
1/2° maximum deviation per foot of length
Length:
± 0.015 inches for parts up to 36 inches long
± 0.030 inches for parts from 36 inches to 96 inches long
± 0.060 inches for parts from 96 inches to 144 inches long
± 0.250 inches for parts longer than 144 inches long
If you are looking for the best roll forming machines, Just Contact us. We will provide you best design according to your requirements.
Introduction
Metal sheets come in coils, and it isn't easy to square them up. So instead, you have to uncoil the metal sheets and cut them into various shapes and sizes. It was a time-consuming process, and the result was not satisfactory. The advent of technology has made the impossible a reality. It is now an effortless process as with the beginning of the cut to length machine; you can easily cut the metal sheets into different sizes without any flaw. You can take any length of coiled metal sheets and flatten them quickly into various sizes. The machine uses enormous pressure to compress and flatten the sheet according to their thickness.
You can use the Cut to length machine for various purposes, including processing hot and cold rolled galvanized and stainless steel coil. It also can process ferrous and non-ferrous metals like aluminum, copper, and brass coils. You can easily compress these products into different sizes and shapes. These machines are very effective as they have been supplying the end-products to various industries across the globe. The durable products you use in your daily life are products of the Cut to length machines as we use metal and aluminum sheets in most of the products.
It is challenging to uncoil a material, especially if it is a metal. These machines not only straighten the material but also cut them into sheets of a specific length. The Cut to length line machine is very effective as it also does the work of opening and straightening the edges of the coil, which otherwise becomes very difficult and leads to wastage. It can also trim the boundaries according to the thickness of the sheet. In addition, the machine ensures that there is accurate feeding of the sheet. Else the sizes and shapes will not be according to the specifications.
The cut to length Line machine has three options to ensure that the end product is of excellent quality. The options are:
We have three different kinds of Cut to Length machines, and each of them is unique in its specialty. For further you can reach us on bluesky-machine.com.
You can use the flying Shear Machine in Industries to cut a continuous sheet without any interruption. It helps in maximum production, thus saving time. Once the coil is ready to move into the machine, you can process it in the uncoiler. Before the cutting is in progress, you have to do one test run of a sheet of metal to check the length and flatness of the metal. If the material size is according to the given specification, the final green signal is provided to continue with the process. The machine then resumes the works until it reaches its count.
The Flying Shear Machine is specially designed to give maximum efficiency with minimum effort. However, care is also taken that accuracy is maintained at the highest level because ultimately, customer satisfaction matters the most at the end of the day. If by any chance, the accurate size of the sheet is not given, it will be wastage as the machine continues to cut the sheet till it reaches its desired pieces.
The Feed to Stop Line machine runs manually as you can adjust the length of the material as and when you require. When the line stops, the machine humps up; hence, it is called the Hump Line machine. You can manually control the machine and cut the material if you desire, and start the process of cutting again. It reduces the cost of wastage because if you feel that the length of the material is not of a particular size, you can stop it and adjust the size accordingly.
The Row Feed Line with Looping Pit machine is instrumental as it controls the length of the sheet. You can stop the device at the shear and allow the rest of the metal to continue the process. The most beneficial aspect of the machine is that there will be no marks if you stop the leveler in the middle. It is a very effective machine when you want to cut metals as per your choice. The metals' end product is fantastic as you can cut in the exact proportion of the size given.
Conclusion
The Cut to Length is an advantage to the industries as they can get the end product of the coil of metal or aluminum in their own choice. The output is smooth without any edges, and you can practically cut in any size of your requirement. It is one of the best cutting machines that will satisfy your needs. The cut to length machines is designed with the latest technology and completely compatible with the customers' needs. We at bluesky-machine.com are in this line of business over the years and have a created an impact on the industries.
Introduction
We come across a variety of metal products that we use in our daily life. If you look around, you will find your garage door shutter, the metal bench, and even the outer case of your PC all are a product of metal. The question arises of how the large metal sheets get the desired shapes and bends. The sheets of metal get their final shape with the help of Roll forming machine. It is a process where the roller machine uses different sets of rollers to bend metal. There are various steps, and each step creates a particular bend of the metal. The sequential change ultimately gives shape to the metal sheet. The manufactures also have the best-skilled personnel who, with their experience, can deliver the products as per their satisfaction.
It is one of the oldest companies in roll forming manufacture. You can specify the shape and size, and the rest they will do according to the schedule. In addition, the company can transform metals into various forms ranging from angles, tubes, rings, and channels. They are also engaged in making multiple furniture applications and door frames.
Samson is the ideal company if you are looking for the perfect construction of furniture and other metal appliances. The Roll forming machine price is at par with the size and shape of the product. Moreover, Samson is a trusted company, and they charge a nominal cost according to the market rate.
Johnson Bros. is one of the leading companies in the roll forming industry. It is delivering the products according to their specifications for generations to various industries across the globe. Johnson Bros. always tries to provide quality products for enterprises. They have been producing a wide range of durable products of our daily use ranging from furniture, partition, racks, storage shelves, and even refrigerators. In addition, they offer a variety of designs to their customers according to their respective specifications. Hence if you are looking for custom roll forming or in-house tools and procedures, the only name that strikes is Johnson Bros. Roll Forming Company.
If you are looking for the most efficient roll forming production, United Roll Forming, Inc. is one of the finest choices. It has over half a century of experience in dealing with various types of roll forming. They have earned fame for specialization in seat tracks and luggage racks. They are also experts in creating custom-made products for their clients. If you have an idea, United Roll Forming, Inc. will convert the idea into a reality. You need to give them your specifications, and you will get the work in the best possible way. They specialize in the art of bending; hence you can easily create a perfect arc with the help of United Roll Forming, Inc. The company has world-class workers who can turn your aluminum or metal in any shape you want with their knowledge and skill. United Roll Forming, Inc. has the best cut to length machine. It helps in creating the products as per the choice of the customers with excellent results. Hence there is complete customer satisfaction as you can get the product in the way you require.
Roller Die and Forming Company, Inc. is a custom producer for all roll parts. They are a massive supplier for most of the countries of the world. They can handle a wide range of industries, and the quality of their product is worth-mentioning. The most striking feature of Roller Die and Forming Company, Inc. is that they have highly trained employees and have vast knowledge and experience in their respective fields. It is because of their efficiency and expertise that the company has earned fame worldwide. Whether converting the metal and aluminum sheets into a final product rolling or giving the perfect bend to a product, Roller Die and Forming Company, Inc. has been a popular choice among the customers. They are also among the top leaders in giving the best services to their clients as the employees are always eager to meet the need of the customers and come to a proper solution.
M.P. Metal Products, Inc. is a specialized industry for custom roll forming. They are the leader in converting any type of metal, ferrous or non-ferrous, into various shapes. The shapes in which M.P. Metal Products, Inc. is a leader are hot-shapes, tubes, moldings, and different figures and accessories. They are a massive supplier to various industries and have earned a name in agriculture and residential construction. They use the coil cutting machine at an optimum level and hence have gained success in multiple industries. Along with materials production, M.P. Metal Products, Inc. is also famous for giving the best services. It has a troop of well-experienced and trained employees who can deliver what the customers require.
You must be aware that without the roll forming machine manufacturers, we would have still been in the dark about the uses of metals and aluminum in our daily life. The refrigerator, the bend of the metal tube, and metallic arcs are the fantastic creation of the roll-forming machine manufacturers. With the advent of digital technology, customers can get the perfect idea of a metallic or aluminum product and enhance their desires through the manufactures.
You will learn:

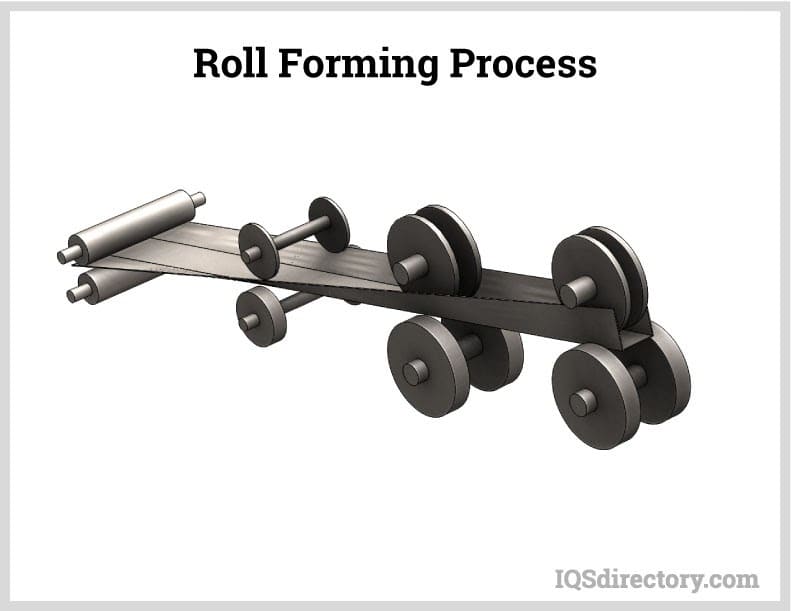
Roll forming is a process that uses a set of precisely placed rollers to perform incremental bending to a continuously fed strip of metal. The rollers are mounted in sets on a consecutive stand with each roller completing one small step of the process.
Rollers are carefully crafted using a flower pattern, which identifies the sequential changes to the metal strip. The shape of each roller is created from the individual sections of the flower pattern.

Each of the colors in the above flower pattern illustrates one of the incremental bends used to complete the part. The individual colors are a single bending operation. CAD or CAM renderings are used to simulate the roll forming process so that errors or flaws can be prevented prior to production. Using software applications, engineers can select calibrations and profiles for folding or bending angles to create new geometries by clicking their mouse.
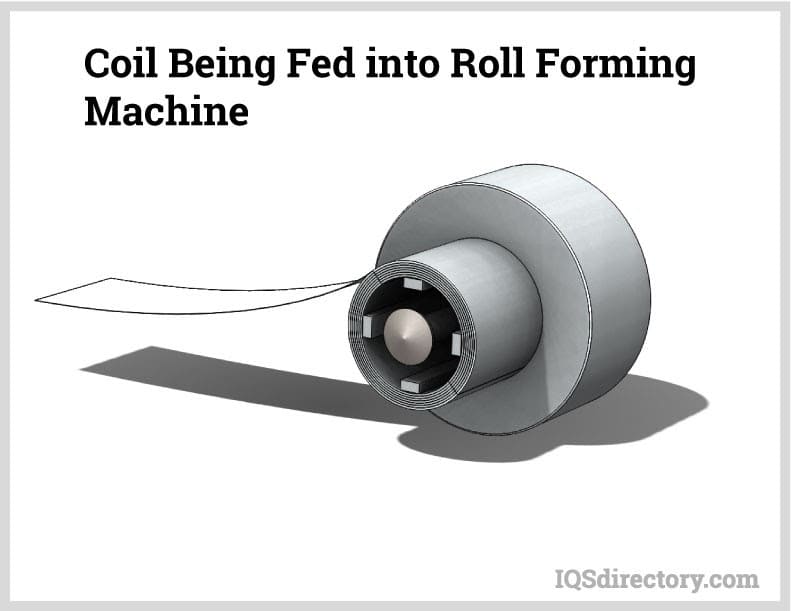
Each roll forming manufacturer has a different set of steps for their roll forming process. Regardless of the variations, there are a set of basic steps all producers use.
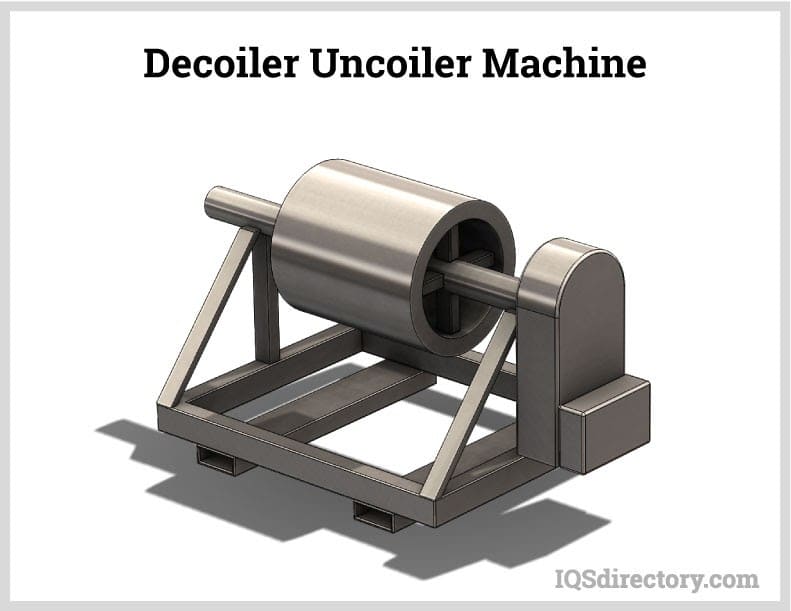
The process begins with a large coil of sheet metal that can be from 1 inch to 30 inches wide with a thickness of 0.012 inch to 0.2 inch. Before a coil can be loaded, it has to be prepared for the process.

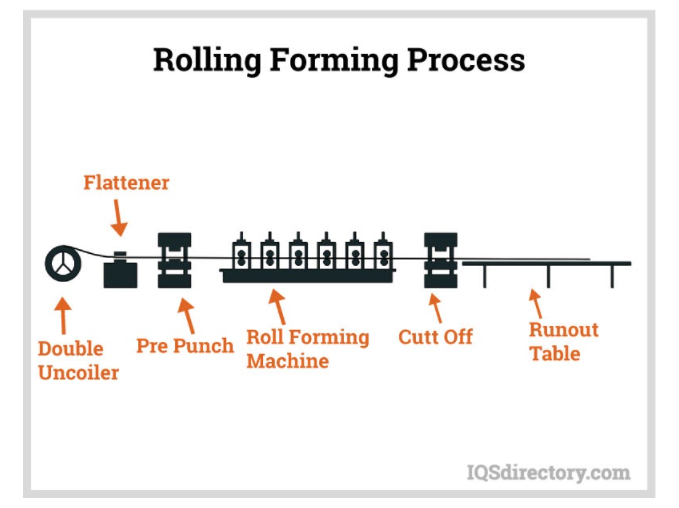
The above diagram represents each step of roll forming from the feeding of the coil to the cutoff and discharge at the end of the process. Below is a description of each step.
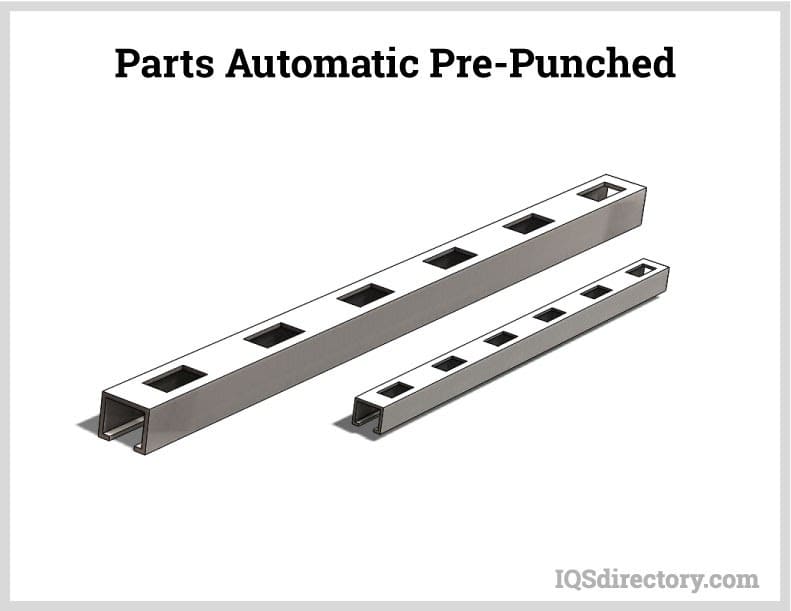
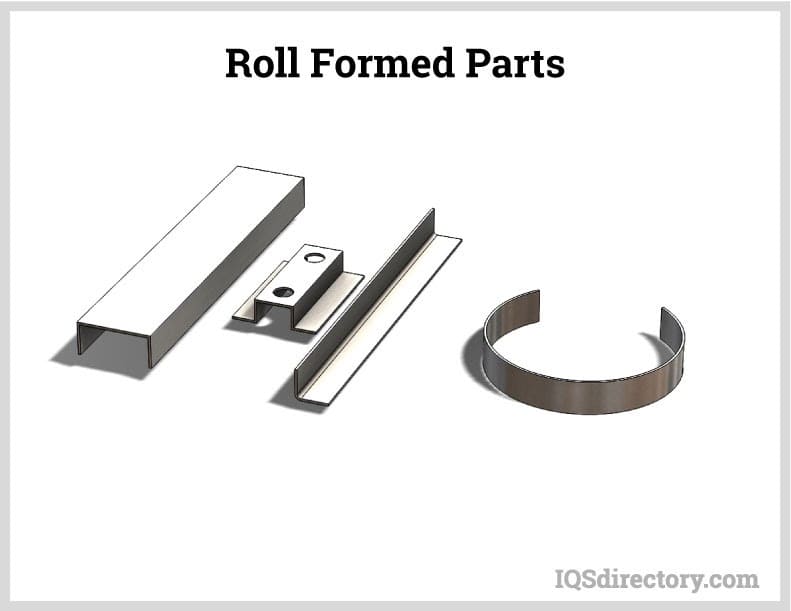
The image below has samples of some of the listed secondary processes, which include:

With any metal forming process, friction plays an important role, which is the resistance produced when two bodies make contact. It is a means of energy dissipating that causes a rise in temperature where two surfaces meet. The temperature is further enhanced by the speed of the process.

Lubrication is used in the roll forming process to reduce friction between the rolls and metal to prevent tool wear. Friction is a necessary part of the rolling process and an important part of shifting the metal forward between the rollers. It should not be eliminated or reduced below an appropriate level. The need for friction has to be considered when choosing a lubricant.

Roll forming uses fluid lubricants with a low viscosity that include paraffin for non-ferrous metals such as aluminum and copper. Lubricants increase the rate of production, which is determined by the thickness of the material, number of roll stations, and the amount of bending. Below is an example of a roll forming process that uses a chlorine free lubricant.

Technological advances have had a significant impact on the roll forming industry. The methods and processes from computerization has improved dimensional accuracy and adherence to tolerances. Below is a description of a few of the significant improvements.

A CNC machine can be programmed to control metal processing and give instructions to automatic tools, equipment, and rollers. They decide the sequence of machine operations, perform trial runs, and can be programmed with specific part geometries to follow the flower pattern.
Depending on the type and design of a profile, CNC roll forming machines can be adjusted without the need to change tools. Overall measurements can be continuously varied including non-symmetrical ones as well as sheet thickness changes. The image below is the display screen from a CNC roll forming machine with its set of commands.

Designing for roll forming involves three engineering design elements: geometry, length, and type of material. The designs created in CAD/CAM can be easily transferred to CNC programming.
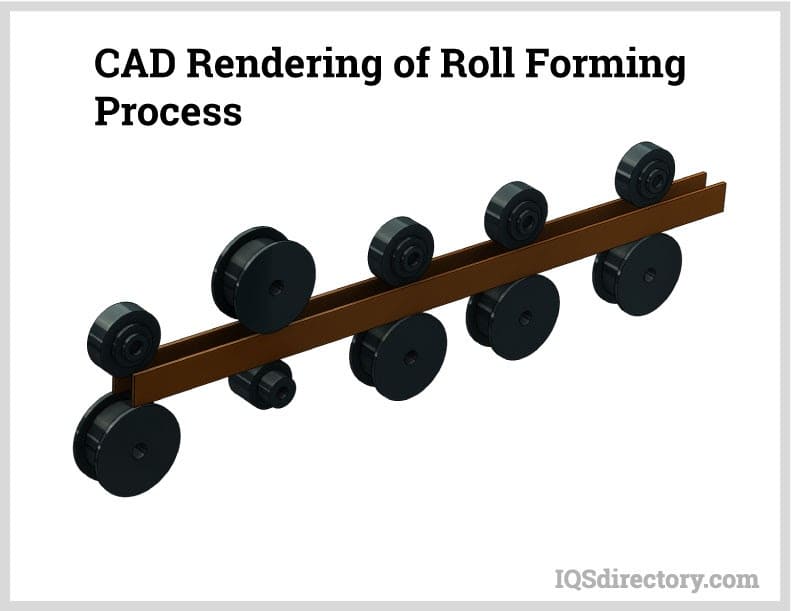

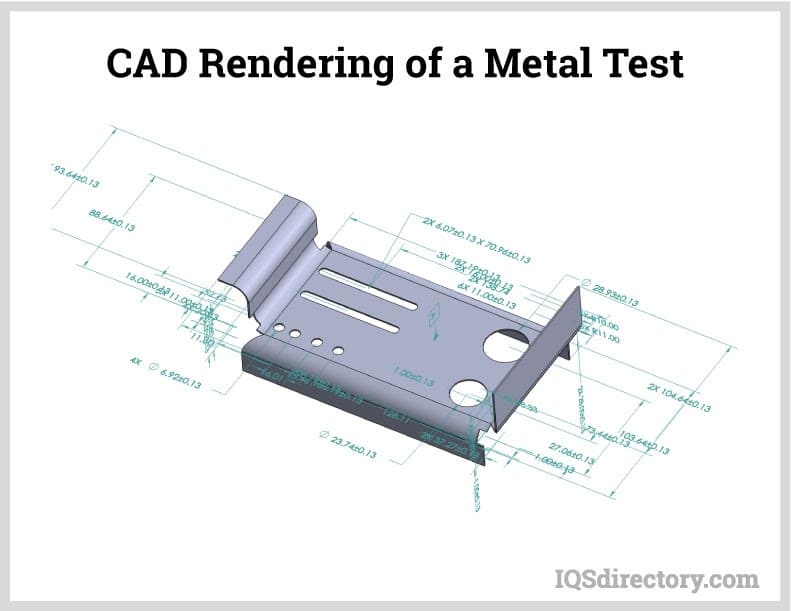
The image below is from CAD rendering of a roll forming flower pattern.

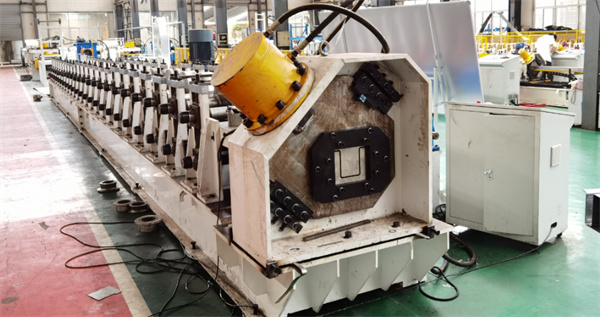
A PLC is very similar to a CNC machine. Like a CNC machine, PLCs are specialized computer control systems designed to control machines and their processes. They continuously monitor a device and make adjustments. In roll forming, the operator enters the commands for cutting lengths and quantities. The more complicated the required operation; the more commands have to be entered, such as hole punching, slot cuttings, and other pre-press functions. The white device in the image below is the PLC controller for a rail guide roll forming machine.

TIG, tungsten inert gas welding, uses a tungsten electrode to create the weld in a roll formed shape. As the rolled form exits the rollers, and before it is cut, it is automatically welded by either a laser or TIG welder. For the operation to be successful, the radii of the rolled form have to meet perfectly. Below are images of weld rolled forms for tubing.

Roll forming is a cost effective process for shaping metal coils into custom designed profiles. It is used by several industries to produce components for automobiles and appliances to aircraft and construction industries. Listed below are some of the benefits and advantages roll forming offers.
Roll forming can shape any ferrous or non-ferrous metals and their alloys. The types of metals used by manufacturers determines the adjustments that must be made to each bending stage of the roll forming process. The key factors are thickness and ductility as well as the flow stress, which determines the amount of force necessary to shape the metal. The yield point, the point at which a metal bends, is higher at a lower temperature necessitating an increase in the amount of force, which has to be factored into the roll forming machine.
Listed below are seven metals that are commonly used in roll forming separated into ferrous and non-ferrous metals.







Every roll forming manufacturer uses a unique set of rolling processes to create their products. Some specialize in tubing, while others produce roofing and siding. The most common types of rolling are:
Below is a discussion of these methods:
Roll bending can be used for thick large metal plates. Three rollers bend the plate to produce the desired curve. The placement of the rollers determines the exact bend and angle, which is controlled by the distance between the rollers.

The basic form of roll forming is when the end material has a rectangular cross-section. In flat rolling, two working rollers rotate in opposite directions. The gap between the two rollers is slightly less than the thickness of the material, which is pushed through by the friction between the material and the rollers, which elongates the material due to the decrease in material thickness. The friction limits the amount of deformation in a single pass making several passes necessary.

Shape rolling cuts different shapes in the workpiece and does not involve any change in the thickness of the metal. It produces molded sections such as irregular shaped channels and trim. Shapes formed include I-beams, L-beams, U channels, and rails for railroad tracks.

In ring rolling, a ring of small diameter workpiece is rolled between two rollers to form a ring of larger diameter. One roller is the drive roller, while the other roller is idle. An edging roller ensures that the metal will have a constant width. The reduction in width of the ring is compensated for by the diameter of the ring. The process is used to create seamless large rings.

Plate rolling machines roll sheets of metal into tightly shaped cylinders. The two different varieties of this type of equipment are four roller and three roller. With the four roller version, there is a top roller, pinch roller, and side rollers. The three roller version has all three rollers producing pressure with two on the top and one on the bottom. The diagram below is a four roller systems forming a cylinder.

There are several varieties of machines used to roll metals. The type depends on the number of spindles that are used. The spindles of the machine are mounted on a base plate that is a base table for the rolling process. Once the rollers are mounted, they are aligned with the spindles, the rotation of which shapes the metal. Spacers hold the rolls in position and allow the spindles to easily act on the metal sheets.
Every manufacturer has their own version of a roll forming machine. Listed below are descriptions of a few common versions.
Stud and track machines produce assembly frames for strong, lightweight partitions, which can be up to 32 feet with varying thicknesses. These machines can form studs or track from 3 5/8” to 8” with 26 to 14 gauge steel and 1 5/8” and 2 1/2” members

Angle roll forming machines use high tensile strength steel for form equilateral or unequal perpendicular angles, the most basic of the rolled formed profiles. Framing is the primary use of roll formed angles, but they can also be used for rails, posts, supports, and brackets.

Beam roll forming is used to produce box beams for construction. The designs produce fluted beam profiles for floor decking and framing. Beams are made from high tensile strength steel with double thickness flanges and single thickness webbing for additional strength.

The primary use for seamless roll forming is the manufacturing of tubing, which can be square, round, oval, or rectangular. The TIG process is used at the end of the roll forming process to weld the rolled tubing together as can be seen in the diagram. As with many parts from roll forming, tubing is made from a wide variety of ferrous and non-ferrous metals.

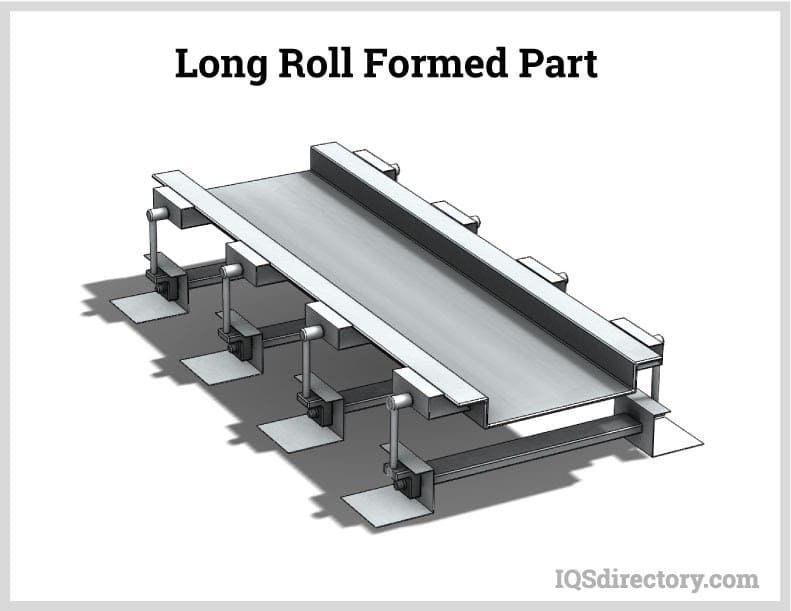
Wrap roll forming machines form a wrapped L-shaped edge or flange on sheet metal. Wrap machines are very similar to a long dinner table with a set of rollers running the length of the table. They can reach speeds of fifty feet per minute to create either complex or simple flanges.

Roll forming has become the first choice for the manufacture of metal related products due to the high quality, exacting tolerances, rapid production, dimensional accuracy, and lower cost. All metal based industries use roll forming from building construction to aircraft manufacturing. Below is a short list of the applications and products produced by roll forming.





The items listed above are only a few of the wide variety of items we use every day that are rolled formed. Others include desk drawer slides, steel support framing, metal tubing, construction flashing, roofing materials, house and building siding, and exteriors of aircraft and automobiles to name a few.
Original link: https://www.iqsdirectory.com/articles/roll-forming.html
1. Picture

2. Description
| Mechanical parts | 2.1 | Host width | 4000mm |
|---|---|---|---|
| 2.2 | Longitudinal guide rail length | 17000mm | |
| 2.3 | Flame single cutting torch | 1 group | |
| 2.4 | Automatic ignition | 1 group | |
| 2.5 | Capacitance height adjusting | 1 group | |
| 2.6 | Plasma cutting torch | 1group | |
| 2.7 | Arc height adjusting | 1group | |
| 2.8 | Contact location | 1group | |
| 2.9 | Anti collision device | 1group | |
| 2.10 | Driven type | Double sides | |
| 2.11 | Pipeline transmission mode | Transverse and longitudinal track | |
| Electric parts | 2.12 | Cnc system | Usa hypertherm micro edge |
| 2.13 | Driven system/motor | Panasonic | |
| 2.14 | Reducer | Germany sew | |
| 2.15 | Plasma source | Usa hypertherm max pro125 | |
| 2.16 | Automatic program, nesting software | Australia fastcam |
3. Machine parameters
| 3.1 | Effective cutting width | 3000mm |
| 3.2 | Effective cutting length | 13000mm |
| 3.3 | Flame cutting thickness | 6-150mm |
| 3.4 | Flame cutting speed | 5-750mm/min |
| 3.5 | Plasma cutting thickness | 25mm |
| 3.6 | Plasma drilling thickness | 20mm |
| 3.7 | Plasma cutting speed | 0-6000mm/min |
| 3.8 | Cutting torch raising space | 200mm |
| 3.9 | Machine running speed | 0-9000mm/min |
| 3.10 | Speed setting tolerance | ≤±5% |
| 3.11 | Automatic height adjusting precision | ≤±0.1mm |
| 3.12 | Vertical line precision | ±0.2mm/10m |
| 3.13 | Total machine precision Side (4 sides)1000╳1000 Marking speed 500-800mm/min |  |
| 3.14 | Side (4 sides) | ±0.5mm |
| 3.15 | Diagonal error |ad-bc| | ±0.5mm |
| 3.16 | Return origin bias | ±0.2mm |
| 3.17 | Intersection deviation | ±0.5mm |
| 3.18 | Inverse linear deviation | ±0.2mm |
| 3.19 | Cutting plate surface quality (roughness)(as δ=25 plates) | Rz(um)=70+1.2a With eyes: roughness 12.5 |
| 3.20 | Verticality and angularity tolerance | Μ(mm)=0.4+0.015a, tool: angle ruler |
4. Machine running condition
| 4.1 | Source voltage/frequency | 3×380v±10%/50hz, 220v±10%/50hz |
| 4.2 | Input power | 3kw |
| 4.3 | Cutting oxygen pressure | 0.5-0.9 mpa |
| 4.4 | Pre head oxygen pressure | 0.4-0.6 mpa |
| 4.5 | Gas pressure | 0.05-0.1 mpa |
| 4.6 | Gas types | Acetylene, propane, propylene, natural gas. |
| 4.7 | Surrounding temperature | 0-50℃ |
| 4.8 | Relative humidity | <90% no condensation |
| 4.9 | Surround | Ventilation. No big impact |
5. Components
1. Cutting beam 1set
2. Flame cutting torch 1group
3. Plasma cutting torch 1group
4. Control cabinet 1group
5. Confluence 1group
6. Cutting table and hanging frame 1group
7. Beam rail 1group
8. Automatic programming, nesting software Australia fastcam 1set
9. Bearing beam foundation (charged by user)

1. With a unified patent kai erda igbt inverter power platform.
2. With gas shielded welding, manual welding, simple welding, carbon arc gouging multi-phase welding function.
3. Can be welded low carbon steel, high strength steel, ordinary steel; widely used in petroleum, electric construction, metallurgy, boilers, pressure vessels, pipes, vehicles and other manufacturing industries.
4.The welding parameters are fully controllable, the current and voltage preset accurate, easy to upgrade functions.
5. The peak current control mode, to ensure stable and reliable work of power devices.
6. Power devices using imported dual-chip igbt chip full-bridge inverter.
7.Waveform control technology, according to the welding needs to change the welding output waveform, arc shape, the amount of spatter and weld formation. 8. A good anti-grid fluctuation capability, the input voltage 156v-560v can still guarantee welding
8. A good anti-grid fluctuation capability, the input voltage 156v-560v can still guarantee welding.
| No | Technical indicators | Technical parameters | Technical parameters |
|---|---|---|---|
| 1 | Welding power | Ke-350s | Ke-500s |
| 4 | Rated input voltage(v) | Three-phase 380v 50hz | Three-phase 380v 50hz |
| 5 | Rated input current(a) | 33 | 44 |
| 6 | Maximum effective input current( a ) | 21 | 27 |
| 7 | Rated input power capacity( kva ) | 16.8 | 25 |
| 8 | No-load voltage(v) | 66 | 70 |
| 9 | Output current adjustment range(a) | Co2:40-350 | Co2:50-500 |
| Mma:50-440 | Mma:50-550 | ||
| 10 | Rated load sustained rate(%) | 80% | 80% |
| 11 | Effectiveness(η) | 84% | 85% |
| 12 | Cos(φ) | 0.91 | 0.91 |
| 13 | Insulation level | H | H |
| 14 | Enclosure rating | Ip21s | Ip21s |
| 15 | Weight (kg) | 45 | 50 |
| 16 | Size(l×w×h)mm | 687×315×581 | 687×315×581 |
Thread rolling machine is actually a multi-function cold roll forming machine, the machine can roll within the scope of its pressure, the workpiece in the cold state of the thread, straight, straight teeth, knurling, and other forming rolling. Cold rolling process is an advanced non-cutting process, which can effectively improve the internal and surface quality of the workpiece, which is an ideal process with high efficiency, energy saving and low consumption.
2. Picture and technical indicators:
| No | Technical indicators | Technical parameters |
|---|---|---|
| 1 | Suitable for pipe diameter | 50~120mm |
| 2 | Suitable for pipe thickness | 2~10mm |
| 3 | Max. Hole diameter | 12mm |
| 4 | Drilling cutting feed stroke | 0~30mm |
| 5 | Feed driving force | 1200n |
| 6 | No loading rotation speed | 1000rpm |
| 7 | Drilling motor | 600w+600w |
| 8 | Air consumption for single head | 3~6 l/stroke |
| 9 | Total power consumed | 1.2kw |
| 10 | Power supply | 380v,50hz 3 phases, or according customer requirement |
| 11 | Overall dimension(l×w×h) | 1950mm×1450mm×960mm |
| 12 | Weight | 550kg |

| No | Technical indicators | Technical parameters | |
|---|---|---|---|
| 1 | Diameter range of hydraulic workpiece | 3-80mm | |
| 2 | Pitch range of rolling workpiece | Metric thread | 0.5-4mm |
| 3 | Trapezoidal thread | 2-4mm | |
| 4 | The maximum size of workpiece | M36 | |
| 5 | The maximum adjustment angle | ±10° | |
| 6 | The maximum taper of threaded workpiece screw | 3000mm(need to add protection device) | |
| 7 | The height of machine table to rolling mold center | 1:16 | |
| 8 | Diameter of the spindle installed thread module | 160mm±0.50 | |
| 9 | Width of spindle mounted thread mold key | Φ54mm | |
| 10 | Maximum diameter of rolling die | 12mm | |
| 11 | Range of rolling die | 180mm | |
| 12 | Maximum roll pressure | 30-120mm | |
| 13 | Spindle speed | 12.5kn | |
| 14 | Mechanical transmission motor power | 31rpm(frequency) | |
| 15 | Hydraulic drive motor power | 5.5kw | |
| 16 | Cooling motor | 2.2kw | |
| 17 | Size(l×w×h) | 1500×1400×1500 | |
| 18 | Weight | 1800kg |
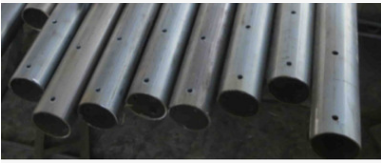
It is suitable for light pole top fixing holes quick drilling process.
If only needs 4 holes, it can be finished once.
If need 8 holes. Once finish four holes. Then rotate the pole 90 degree, to finish another 4 holes.
Put the light pole on the machine, the machine top stop will control the first hole to top of the pole distance. Push the start button, the pneumatic clamp will clamp the pole first, then the two drilling heads will finish 2 hole first, then move to next position to do drilling automatic, until finish, the two drilling heads will stop and return back the original position. All these process are automatic. Only push one start button, all steps will be finished.
2.Picture and the main technical indicators: