
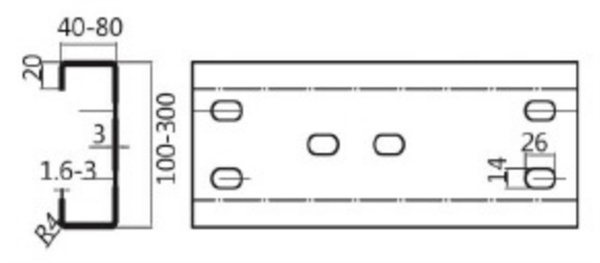
I. Profile drawing: (according to confirmation by both parties)
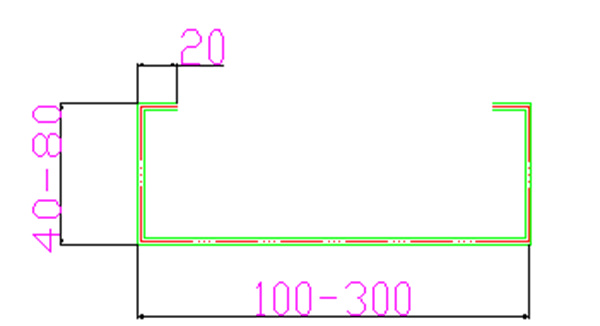
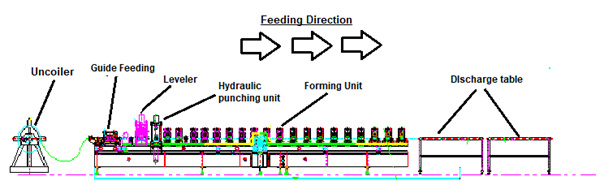
II. Process flow:
Decoiler -----> Guide feeding ------> Leveling and straighten ------> Hydraulic hole punching ------> Hydraulic cutting ------> Roll forming ------> Rectify rollers -----> Output discharge table.
III. Components of the Machine Line:
1. Uncoiler :
Manual Unwinder: 5 T
1) Structure of pedestal, braking, mandrel holder, slider narrow and expanding
Composition: base, braking device, hollow support, slider, tensioner
2) Capacity of Uncoiler : 5 ton (maximum load capacity of uncoiler: 5 T)
3) Max width : 500mm (maximum material width: 500mm)
4) Inner diameter for coil : Ф440mm-530mm (inner diameter of coil:
400mm-530mm)
5) Out diameter : Ф1500mm

2. Feeding guide & straighten device:
1) Hydraulic system for punching and pre-cutting device
2) Device for punching and front shearing
3) This device consisted by punching mould, cutting blade, oil cylinder and
hydraulic station (this device includes: 2 sets of punching dies, scissors, oil
cylinder, hydraulic station)
4) Pre-cutting before roll forming which no need to change cutting mould.
5) Material of punching and cutting blade: Cr12mov, quenched hardness 58 °
-62 ° (Material of punching and cutting blade: Cr12, quenching hardness
58 °-62 °)
6) Power for cutting: Hydraulic power 7.5KW.
3. Roll Former:
1) Fit for raw material: Forming thickness 1.5-3.2mm, Q235, Q345 galvanized steel and hot rolled steel
2) Roll forming station : 17 stations
3) Rectify rollers : 3 stations
4) Diameter of roller shaft : Ф85mm (diameter of roller shaft: Ф85mm)
5) Material of roller shaft : 45 # steel
6) Roller material : Gcr15 bearing steel, forged and quenched hardness HRC58-62 ° (Roller material: bearing steel Grc15, forging and quenching hardness 58-62 °)
7) Roller process : CNC lathe processed
8) Motor for height adjusting: 2 * 0.75KW (power of height adjusting host: 2 * 0.75KW)
9) Motor for width adjusting : 1 * 1.5KW
10) Transmission : High strength Chain
11) Roll forming speed : 10-15m / min (not include punching & cutting time)
Forming speed : 10-15 m / min (excluding punching and cutting time)
4. Unloading table:
1. Specification of unloading table: 3000mm x 2 pieces (to meet the
maximum specifications of profiles)
2. Unloading table structure: roller structure, square tube welding.
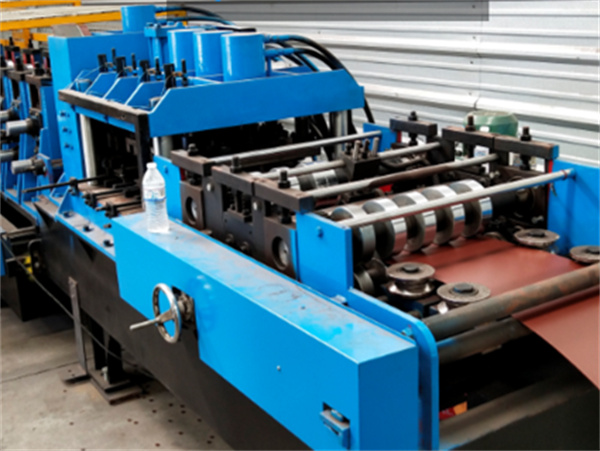
IV. Machine Picture:
Total Area for production line: 14m length x width 2.5m
Total weight will be about: 8T
| Raw Material | Type | Galvanized Sheet, Hot Rolled Steel |
| Thickness | 1.5-3.2 mm | |
| Performance | Speed | Max. 15m/min |
| Uncoiler | Type | Hydraulic |
| Capacity | 5 T | |
| Main Machine | Main Roller Station | 17 |
| Main Drive | Hydraulic Motor or Servo Motor | |
| Transmission Type | Chain | |
| Cutting | Cutter Type | Hydraulic |
| Cutter Material | Cr12 |


