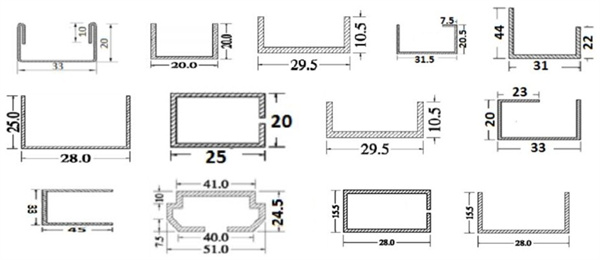
I. Profile drawing: (according to confirmation by both parties)
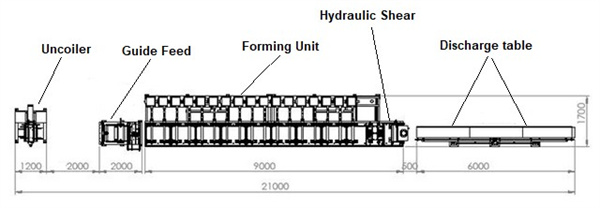
II. Process flow:
Passive Uncoiler -----> Guide feed ------> Roll forming ------> Hydraulic Shearer-----> Discharge table.
III. Components of the Machine Line:
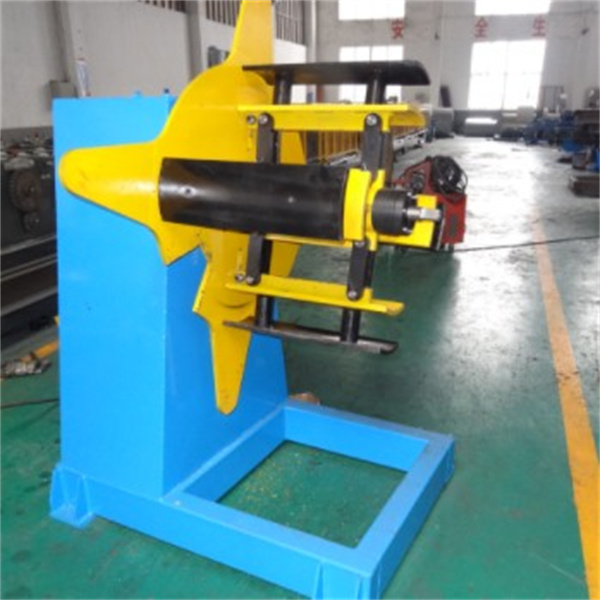
1. Uncoiler
1) Passive feeding, manual tightening
2) Bearing capacity of uncoiler : 5 T
3) Inner diameter of support roll : Φ508
4) Applicable roll width: 0-500mm
2. Roll Former:
1) Forming machine guide feeding frame: side hand wheel
2) Forming machine form: Torii gearbox transmission
3) Number of forming stations: 16 Stations
4) Shaft diameter : 80mm
5) Motor power of forming machine: 15 KW
6) Linear speed of forming machine: 0-15m\min
7) The frame adopts : I-beam welding
8) Rolling thickness : 0.8-3mm
9) Length sizing: 10m ± 1.5mm
10) Roll material: Gcr15 (quenched) hardness 58-60° (6 sets of wheels)
11) Blade material: Gcr12mov
12) Turkish correction head : effectively guarantee product straightness

3.Hydraulic shearer:
4.Unloading Table:
1) Welding of square tube and stripping

| S No | Name of equipment | Quantity |
| 1 | (5 T) passive Decoiler | 1 set |
| 2 | Forming Unit | 1 set |
| 3 | Roll | 6 sets |
| 4 | Discharge table | One piece |
| 5 | Hydraulic station | 1 set |
| 6 | Computer control system | 1 set |
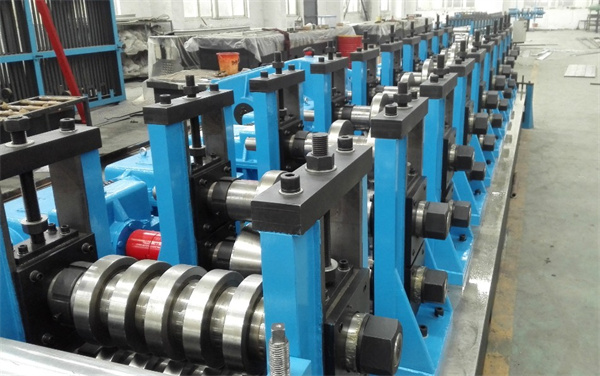
IV.Machine Photo
| Raw Material | Type | Galvanized Sheet |
| Thickness | 0.8-3 mm | |
| Performance | Speed | Max. 15m/min |
| Uncoiler | Type | Hydraulic |
| Capacity | 5 T | |
| Main Machine | Main Roller Station | 16 |
| Main Drive | Hydraulic Motor or Servo Motor | |
| Transmission Type | Gearbox | |
| Cutting | Cutter Type | Hydraulic |
| Cutter Material | Gcr12mov |


